More about Chase Distillery Ltd
Status Operational
Established: 2008
Owner: William Chase
Capacity: Not supplied
Visitor Policy: Not open to public
Tel: +44 (0)1432 820 455
Website: http://www.chasedistillery.co.uk/
Established: 2008
Owner: William Chase
Capacity: Not supplied
Visitor Policy: Not open to public
Tel: +44 (0)1432 820 455
Website: http://www.chasedistillery.co.uk/
A Herefordshire potato farmer of 20 years, Will Chase decided he’d had enough of the drudgery of selling a commodity to supermarkets and in 2002 hit upon the idea of turning his potatoes into Tyrrells Hand Cooked Potato Chips. Having successfully made his crisps a household name he then set about turning his crop into what has become an award-winning potato vodka and gin.
Address
Rosemaund Farm
Preston Wynne
HR1 3PG
Hereford, England
United Kingdom
Preston Wynne
HR1 3PG
Hereford, England
United Kingdom

Chase potato vodka is made from three varieties of potato grown on the Chase family’s farms: Lady Claire, Lady Rosetta and Maris Piper. These varieties are best for making both chips and vodka due to their high starch content, typically 25% compared to 17% for eating potatoes.

The potatoes are harvested in late summer, graded in size and packed in large, stackable, one-tonne wooden grates which are stored in huge pitch-black cold stores for use during the rest of the year.


Potatoes of all sizes can be used for distilling, even those which are too small for retail sale or used for making into potato chips. Prior to using for distillation, these small potatoes were used as seed potatoes or cattle feed but they are ideal for distilling, as they are higher in starch than bigger potatoes which are swollen with water. Even with Chase's super starchy potatoes it takes 16 tonnes to make 1,000 litres of spirit at 96.4% alc./vol. and Chase mash them at a rate of 1.6 tonnes per hours.

Potato mashing
The boxes of potatoes are taken out of storage and tipped into a water bath. The inevitable odd stone harvested with the potatoes sinks to the bottom, while the potatoes float and are drawn off by an Archimedes' screw. This lifts them into the peeler where another screw moves the potatoes across scrubbers which remove the skin - and with it also any bacteria present on the skins from the soil. The peel is mainly fibre and cannot be fermented, so in this very green of operations it is spread on the fields as compost. At Chase nothing appears to go to waste.

The peeled potatoes are then chopped and moved to three mash vessels linked in series where they are cooked by steam to gelatinise the starch. The first vessel cooks the potatoes at 95°C for around 30 minutes before being pumped into the second vessel which operates at 65°C and where dried powdered enzyme is added (1kg for every four tonnes of gelatinised potato) to help the conversion of starch to sugars. The enzymes break down the long chains of starch molecules into simple sugars which are perfect for fermentation - mainly glucose and a small amount of maltose. The mixture is further cooled to around 30°C in the last vessel, the temperature at which yeast can be added.
The term 'mash' when discussing potatoes would more usually suggest the mashing of potatoes i.e. macerating the potatoes into small pieces, rather than the conversion of starch to fermentable sugars by heating. Both uses of the term 'mash' are true of this particular mashing process as the pumping of potato mash between vessels reduces the size of the lumps to make a runny mashed potato, so producing a larger surface area for the enzymes to work on.
Fermentation
The distiller's yeast is added in one of Chase's fermentation tanks, along with a propriety blend of ten micro-nutrients. To produce a good quality alcohol with low methanol levels, it is important not to stress the yeast, so the mix is kept cool at first to keep the rate of fermentation under control. Fermentation takes 24-36 hours to produce a wort (Chase call "potato wine") at 8%-9.5% alc./vol.. The spent mash left after fermentation is spread back onto the fields.

Distillation
All the stills and the mash vessels are heated by steam generated in a red diesel-fired boiler (everything on the farm is powered by red diesel). However, as I write this in 2018 a bio-mass boiler has already been installed and will soon power the stills using renewable wood chippings.
A stripping column still with bubble plates and a preheater on top is used to efficiently turn the mash into potato spirit at around 85% alc./vol..

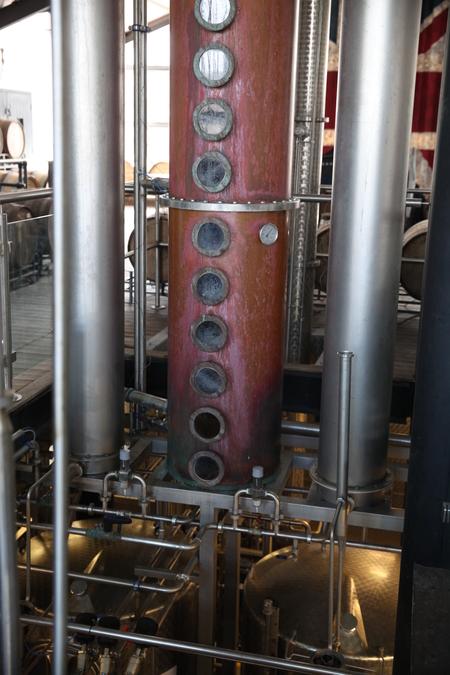
Rectification of the potato distillate takes place in a 2,300-litre, steam jacket-heated copper pot still which feeds a specially commissioned 70ft-tall German-made copper rectification column. This has 42 bubble plates and is so tall that they had to add a tower to the roof of the old hop kiln building to fit it in. At the very top of the column sits a reflux condenser which cools the vapour and makes it fall back down through the plates where it is re-boiled and rises again as vapour. Unwanted methanol (foreshots) is concentrated at the top of the column due to its being the most volatile of any of the alcohols.
The amount of cold water going into the reflux condenser is then reduced so allowing the methanol to escape the still and flow down through the condenser to be collected as heads. Methanol has a strong chemical smell reminiscent of nail varnish remover, so as this runs off and the alcohol coming of the still starts to lose this smell, this indicates the alcohol coming off the still is mostly ethanol (the good alcohol that Chase vodka is made from) so the cut to hearts can be made.

The still can then be left to run until the time comes to make the cut to tails. The first sign that this is imminent is a sudden rise in temperature on the gauge at the bottom of the rectification column. This shows that the ethanol has been distilled from the pot and less volatile alcohols (feints) which distil at a lower temperature such as aldehydes and ketones - and some water - are starting to come through from the pot to occupy the bottom plates of the column.
As ethanol is distilled off, the feints rise up through the column and this is monitored by the rising temperature on the gauges on each of columns' eight sections. The cut to tails is made as the last of the ethanol leaves the top column.
Each rectification batch takes around 16 hours with the heart running for around 9 hours, producing 800-900 litres distillate just above 96% alc./vol. (96.4% max) from 13,000 litres of low wines. Chase run eight rectification runs per week.
Gin production
Gin is based on neutral spirit – essentially vodka. Having made an award-winning vodka and with a farm on which to grow his own fresh botanical ingredients, making a gin seemed an all too obvious development for William Chase. Most people would simply have followed convention and used grain - most likely wheat and the Chase family already grow cereal crops on their farm. However, William being William he decided to experiment and as a result William's Elegant Gin is distilled from fermented apples – cider, while their main gin, GB Gin, is based on Chase’s potato vodka.
Oli Stokes, Chase’s Head Distiller makes two good points: 1) They are distillers because Chase really do distil spirit from mash while other so called gin “distillers” are actually “rectifiers” as they merely re-distil a spirit produced by somebody else. 2) The neutral alcohols these gin rectifiers use has not benefited from the copper contact Chase’s copper rectification column provides.
Chase’s gins are made in a 450-litre purpose made Carl steam jacket-heated copper pot still, topped with a single bubble plate and small reflux condenser. A vapour botanical chamber sits in the Lyne arm forcing the vapours to pass through botanicals loaded into it on their way to the condenser.

The still is charged with either Chase’s own rectified cider spirit (for Elegant Gin) or rectified potato spirit (for GB Gin) at 96% diluted back to 45% alc./vol. with well purified water before the botanicals are added. Heads of around ten litres are discarded before a heart of around 200 litres can be collected at an average of 80% alc./vol.. Chase cut to tails at around 65% alc./vol.. Both Chase GB and Elegant gins are what some would refer to as a '1.5-shot' gins they dilute the distillate with potato or apple spirit respectively at 2:1 distillate:spirit diluting to bottling strength with well purified water.
Estate bottled
Using a borehole, water is drawn from an aquifer beneath Chase's fields at the bottom of the valley and this is purified by reverse osmosis and de-ionisation. This purified spring water is used to hydrate the finished vodka and gins to bottling strength. This dilution is carried out in two stages - the first step being to dilute to around 50% alc./vol. for filtration.
The folk at Chase originally purchased a carbon filter column but found this removed too much of the flavour, producing a very neutral vodka. Being keen to retain as much flavour as possible, they experimented with less harsh, charcoal filtration methods, hence they now pump the diluted distillate into a tank where a blend of three very fine carbon powders are added. The liquid is stirred and left to mix with the carbon for 48 hours. The carbon is then filtered out and with it, any impurities that the carbon hangs on to.
The already decorated screen-printed bottles are filled, sealed and each bottle then hand-packed in 'clean-room' adjoining the distillery. William Chase is adamant that Chase will remain estate-grown, estate-distilled and estate-bottled - a truly field-to-glass operation.



























